Gli elettrodi delle batterie a flusso sono generalmente realizzati in feltro per elettrodi e tessuto per elettrodi. Il processo prevede la trasformazione della fibra preossidata in feltro o tessuto attraverso la tecnologia tessile, seguita da carbonizzazione, grafitizzazione e attivazione per produrre gli elettrodi. La fase più critica che influenza le prestazioni del materiale dell'elettrodo è la fase di attivazione. Il processo di attivazione convenzionale viene effettuato tramite attivazione per ossidazione, che in genere comporta un trattamento termico ad alta temperatura con aria o aria miscelata con vapore acqueo, per innestare diversi gruppi funzionali attivi (solitamente gruppi idrossilici e carbossilici) sulla superficie delle fibre di carbonio, ottenendo effetti idrofili. A causa dell'attacco ossidativo, l'area superficiale specifica delle fibre di carbonio viene aumentata e i siti attivi vengono migliorati, producendo così materiali per elettrodi idrofili ben attivati. Questo processo è caratterizzato da semplicità, convenienza e basso costo. Presenta però lo svantaggio di non essere in grado di controllare con precisione la proporzione e la quantità dei gruppi funzionali contenenti ossigeno. I legami chimici dei gruppi idrossilici e carbossilici sulle fibre di carbonio sono soggetti a rottura e disattivazione; il processo di attivazione dell'ossidazione porta alla comparsa di grafite ossidata sulla superficie delle fibre di carbonio grafitate, con conseguente scarsa conduttività; l'aumento dell'area superficiale specifica dovuto al processo di attivazione dell'ossidazione è estremamente basso, solitamente non superiore a 2 m²/g, e l'aumento dei siti di reazione è relativamente piccolo.
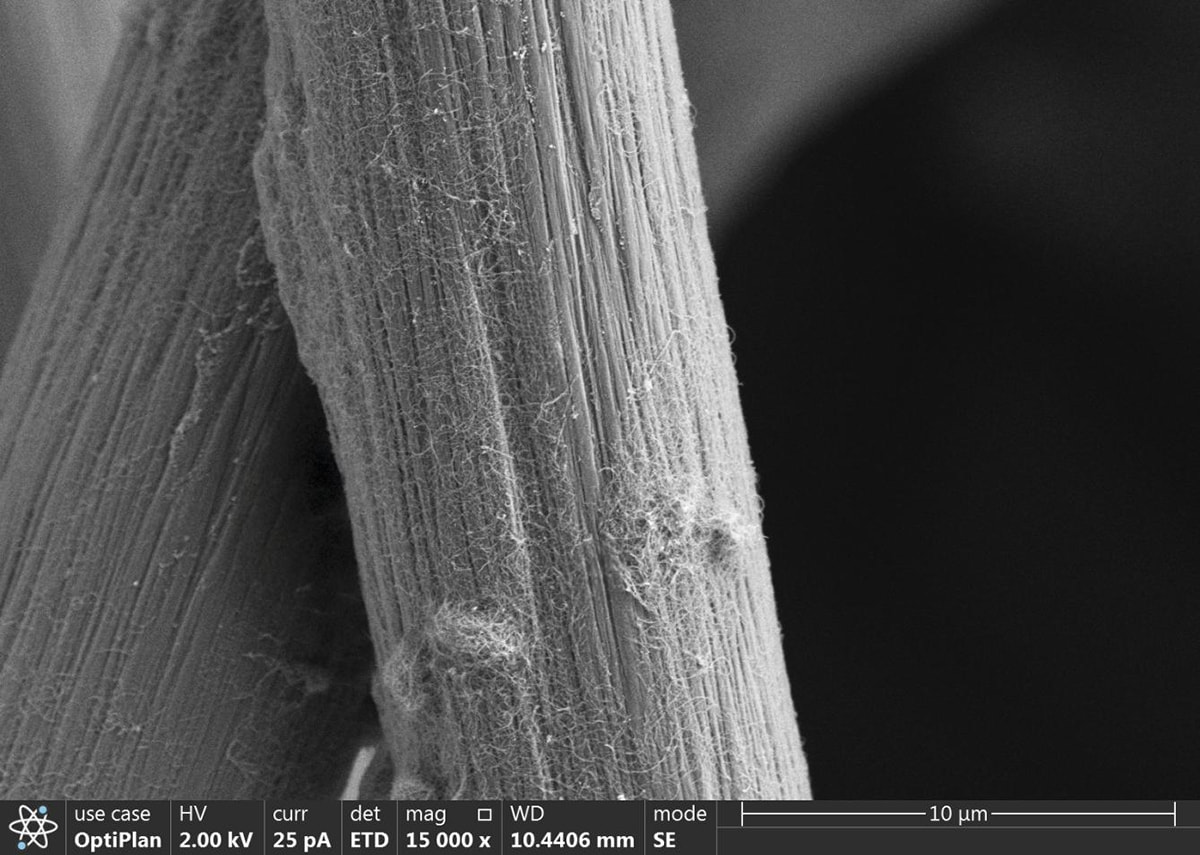
Il nostro processo di attivazione prevede il deposito di nanotubi di carbonio sulla superficie delle fibre di carbonio grafitizzate attraverso un processo di deposizione continua di vapore. Controllando il flusso del gas e le condizioni di pressione, i nanotubi di carbonio vengono rivestiti in modo uniforme sulla superficie delle fibre di carbonio (a causa dell'assenza di catalizzatori, i nanotubi di carbonio possono aderire e crescere solo sulle fibre di carbonio, il che a sua volta si traduce in un rivestimento stretto di nanotubi di carbonio che non cade). Quindi, attraverso la nitrurazione, vengono innestate strutture pirroliche e piridiniche per inibire la reazione collaterale di evoluzione dell'idrogeno. Infine, in diverse zone di temperatura si verificano reazioni di ossidazione per innestare sulla superficie gruppi funzionali contenenti ossigeno.
Le caratteristiche di questo processo sono:
1. Il fenomeno capillare formato dalla deposizione di nanotubi di carbonio raggiunge effetti idrofili attraverso un metodo fisico, rendendolo meno incline alla disattivazione;
2. L'area superficiale specifica è ampia, tipicamente ≥10㎡/g, ovvero 5-10 volte quella dei processi convenzionali;
3. L'ossidazione è minima e la resistenza interna dell'elettrodo è bassa. Questo processo differisce dai metodi convenzionali di attivazione dell'ossidazione che danneggiano le fibre di carbonio. Non solo non danneggia le fibre di carbonio, ma aiuta anche ad aumentare la conduttività e la resistenza delle fibre di carbonio e può persino produrre elettrodi duri attraverso un'elevata deposizione. In generale, l'efficienza della tensione di un elettrodo da 2,5 mm è generalmente ≥ 88%, mentre quella di un elettrodo di spessore 4,35 mm è generalmente ≥ 87%, dimostrando prestazioni eccellenti. La nostra azienda dispone del primo forno di deposizione di vapore CVD continuo in Cina, utilizzato per la crescita in situ dei CNT attraverso la deposizione di vapore CVD. Ha subito oltre 10.000 cicli con una perdita di ciclo ≤0,5%. L'area superficiale specifica dei feltri per elettrodi e dei tessuti per elettrodi è generalmente di circa 12㎡/g, con il massimo ottenibile pari a 600㎡/g. I CNT hanno un diametro di 8-10 nm e una lunghezza di 100-200 nm.
| Nome | Unità | Tessuto per elettrodi | Feltro per elettrodi | Osservazioni | |||||||
| ① | ② | ③ | ① | ② | ③ | ④ | ⑤ | ||||
| Spessore | mm | 0,6±5% | 0,8±5% | 0,9±5% | 2,5±7,5% | 4,35±7,5% | 5,0±7,5% | 6,0±7,5% | 7,0±7,5% | Altre specifiche può essere personalizzato secondo esigenze del cliente | |
| Numero del modello | - | OEPLG-XX4235-7.5 | OEPLG-XX4542-7.5 | OEPLG-XX3543-7.5 | OEPLG-2.57.5 | OEPLG-4.356.5 | OEPLG-5.06.5 | OEPLG-6.06.5 | OEPLG-7.06.5 | ||
| Densità | g/cm³ | 0,3-0,4 | 0,08-0,11 | ||||||||
| Larghezza | m | 1.3-1.5 | 1.42-1.45 | ||||||||
| Forza di rottura | Radiale | N | ≥20 | ≥10 | |||||||
| Zonale | ≥30 | ≥10 | |||||||||
| Termico conduttività | Verticale | W/m·k | 5 | 0.28 | |||||||
| Quadrato valore di resistenza | Ω/口 | 0,12-0,4 | 0,2-0,5 | ||||||||
| Contenuto di carbonio | % | ≥99,90 | ≥99,90 | ||||||||
| Velocità di trasporto del liquido | ×100% | 9 | 10 | 11 | 22 | 12 | 14 | 11 | 11 | ||
| Fibra tasso di spargimento | % | ≤0,5 | ≤0,5 | ||||||||
| Specifico superficie | m²/g | 9-15 | 9-15 | ||||||||